
Lonza
The Challenge:
A multinational pharmaceutical manufacturer needed to rapidly expand its GMP-grade production capacity to meet growing project demand. The existing site had tight access, limited floor space, and a live manufacturing environment where unplanned downtime was unacceptable. A traditional construction programme would have taken up to a year, causing noise, dust, congestion, and operational disruption — far too slow for the client’s global pace. They required a compliant, high-performance GMP space delivered quickly and with minimal impact on ongoing operations.

Lonza
The Solution:
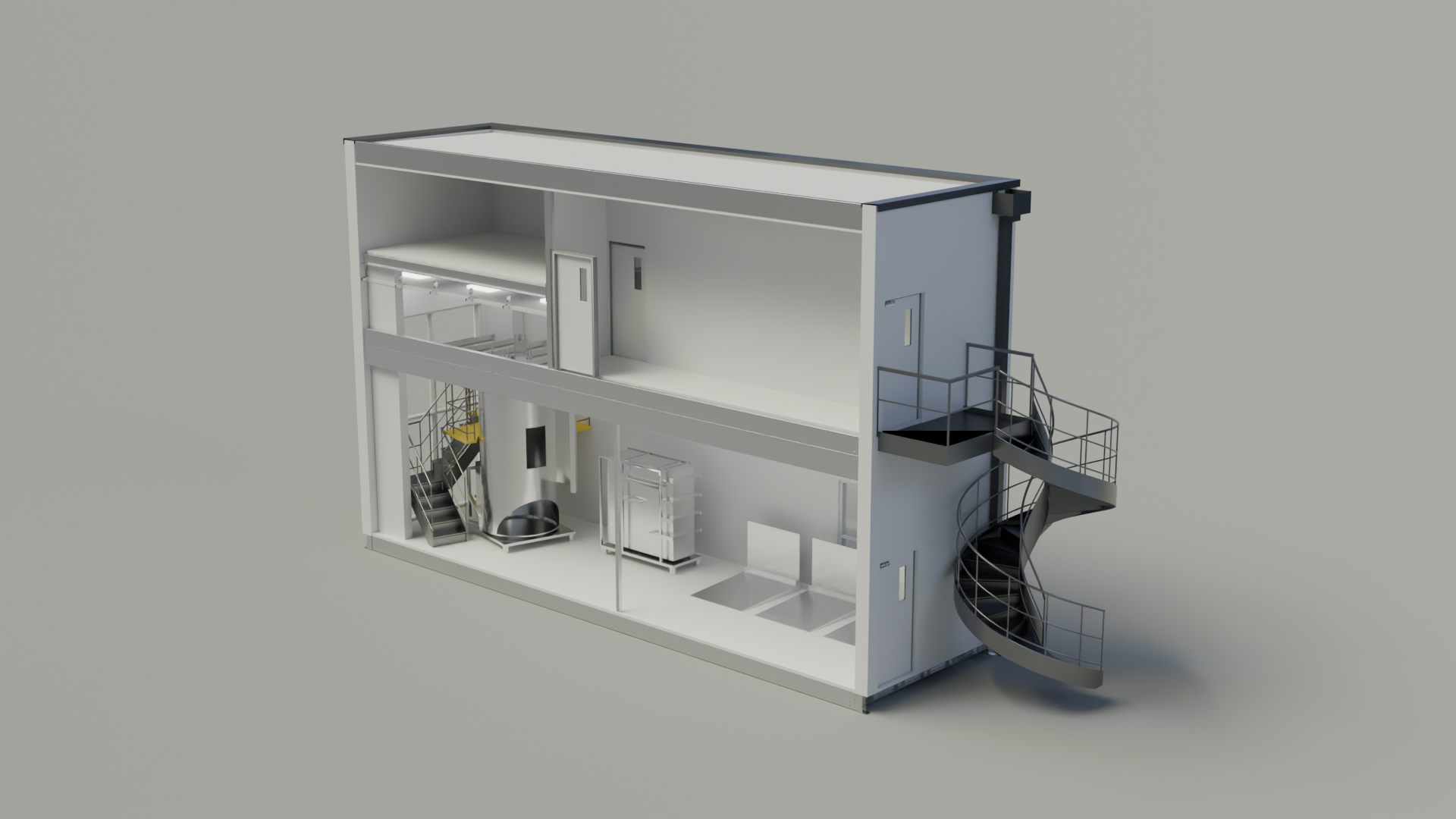
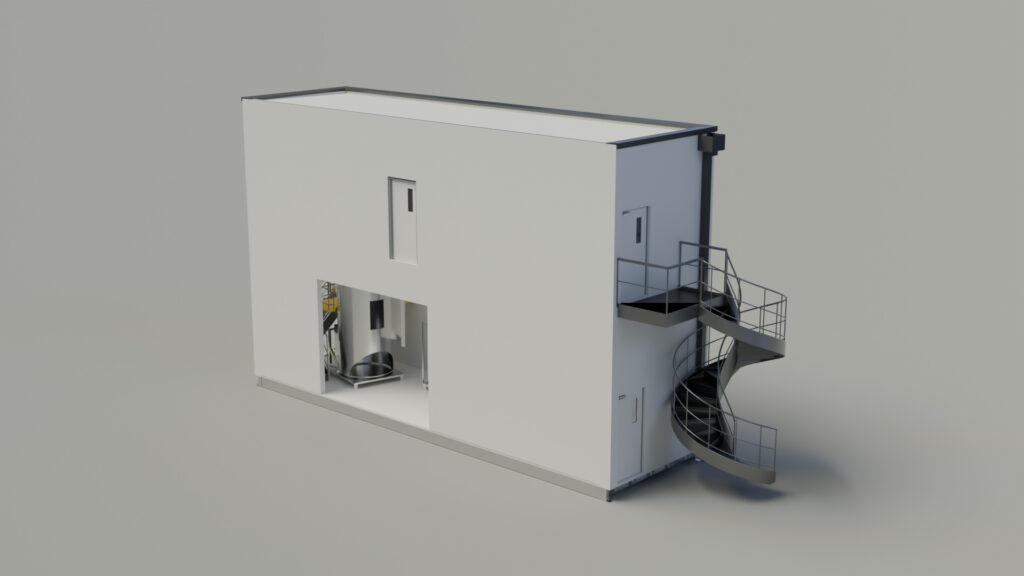
Total Clean Air designed a fully off-site manufactured, turnkey GMP cleanroom solution. Structural and technical elements — walls, ceilings, doors, HVAC, filtration, controls, and services — were built in our controlled facility.
Key advantages included:
- 95% of construction completed off-site, avoiding site congestion.
- Only one week of on-site installation and commissioning.
- Factory-controlled production ensuring quality, traceability, and compliance with EU GMP and ISO cleanroom standards.
- A turnkey package covering environmental control, pressure regimes, filtration, monitoring, and full qualification.
- We collaborated with the client on design reviews, risk assessments, and GMP alignment. The environmental control strategy — including AHU design, airflow, HEPA filtration, and pressure cascades — ensured stable, predictable GMP performance and supported long-term scalability. Our project team managed logistics, cranage, mechanical and electrical interfaces, airflow commissioning, and validation without interrupting production.
Lonza
Results
The cleanroom was delivered on time, fully validated, and with just one week of site disruption — a transformative improvement over the expected year-long traditional build. The client gained a stable, energy-efficient, GMP-compliant facility seamlessly integrated into existing operations, with flexibility for future expansion.